Industrial Security Guide
Manufacturing plants need more than basic CCTV cameras. A reliable factory surveillance system should protect assets, monitor production zones, improve safety visibility, support audits and integrate with access control, fire alarm, ANPR and command center operations.
A manufacturing plant has multiple security challenges happening at the same time: vehicle movement, labour movement, raw material storage, production activity, finished goods dispatch, contractor access, utility areas and restricted zones.
This is why factory CCTV planning should not start with camera quantity. It should start with risk zones, coverage objectives, recording duration, compliance needs, operational monitoring and integration with other security systems.
Why Manufacturing Plants Need CCTV Systems
CCTV in a manufacturing plant is not only for theft prevention. A well-designed industrial surveillance system helps management, security teams, plant heads, EHS teams and operations teams maintain control across the site.
Asset Protection
Monitor raw material stores, finished goods areas, scrap yards, loading docks and high-value machinery zones.
Safety Visibility
Review unsafe activity, restricted zone entry, accident footage, PPE violations and emergency response timelines.
Operational Control
Track production areas, bottlenecks, dispatch movement, contractor activity and shift-level incidents.
Key Areas Where CCTV Should Be Installed in a Manufacturing Plant
Factory CCTV coverage should be planned zone by zone. Random camera placement creates blind spots, poor footage quality and weak incident evidence.
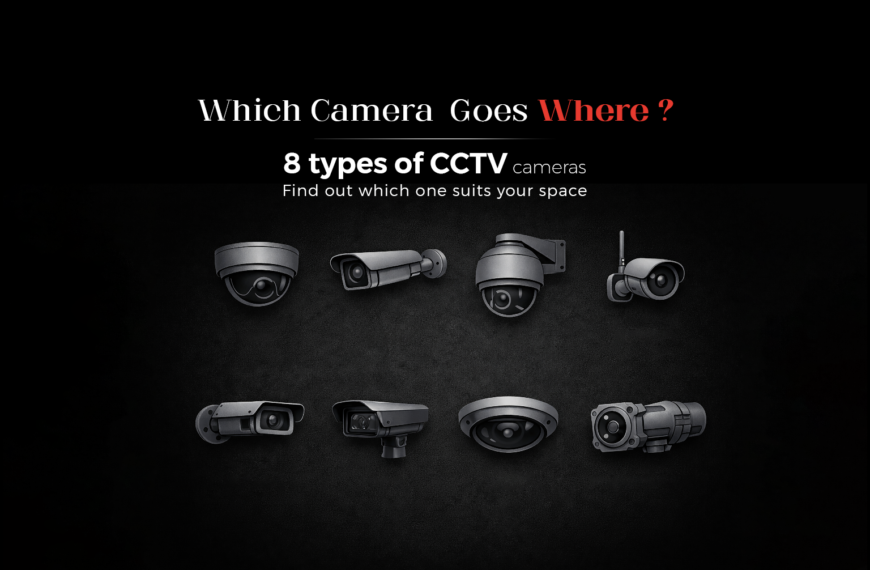
For camera selection by location, also read:
Which CCTV Camera Goes Where.
Best CCTV Cameras for Manufacturing Plants
Bullet Cameras
Best for gates, compound walls, loading zones, outdoor areas and long-distance monitoring.
Dome Cameras
Best for indoor factory areas, office blocks, corridors, admin spaces and reception zones.
PTZ Cameras
Best for large production areas, open yards, wide factory floors and live tracking from a control room.
Industrial CCTV Features You Should Not Ignore
Manufacturing plants should not buy cameras only by megapixel count. The real value comes from the complete system: camera quality, network design, storage, analytics, monitoring and maintenance.
AI Video Analytics
Detect intrusion, line crossing, loitering, object removal, crowding and unusual movement.
ANPR Integration
Capture vehicle number plates and connect gate movement with vendor, employee and logistics records.
Centralized Monitoring
Monitor multiple plant areas or multiple sites from one VMS or command center dashboard.
Retention and Audit Trails
Maintain proper recording duration for internal audits, investigations, safety reviews and incident evidence.
For centralized monitoring, read:
Video Management Systems for Commercial Buildings.
CCTV for Manufacturing Plant Safety and Compliance
In factories, CCTV also supports safety and compliance workflows. It gives management factual visibility during accidents, disputes, unauthorized access, contractor activity and operational incidents.
- Review safety incidents with actual video evidence.
- Monitor restricted zones, hazardous areas and utility rooms.
- Track contractor and visitor movement inside the plant.
- Support EHS audits and internal investigation reports.
- Reduce dependency on manual security reporting.
CCTV Cost for Manufacturing Plants
The cost of CCTV for a manufacturing plant depends on site size, number of cameras, camera type, storage duration, cabling distance, networking, VMS requirements, monitoring setup and integration scope.
A final quotation should be prepared only after a site survey, camera location plan, storage calculation and network assessment.
Integrating CCTV with Access Control, Fire Alarm, ANPR and VMS
A manufacturing plant should not treat CCTV as an isolated system. The real value increases when CCTV is integrated with security and automation systems.
Access Control
Connect door access logs with camera footage for restricted areas, server rooms, stores and production zones.
Fire Alarm
Use camera visibility to verify alarms, evacuation activity and incident response during emergencies.
ANPR and Boom Barrier
Control vehicle entry, vendor movement, dispatch gates and logistics routes with number plate recognition.
Video Management System
Unify all cameras, alerts, recordings and user permissions into one centralized monitoring platform.
Useful internal resources:
Security & Automation Solutions,
System Integration Services,
Fire Alarm System Cost.
Common Mistakes in Factory CCTV Installation
This leads to blind spots in critical areas such as loading docks, stores and utility rooms.
Many plants later realize their recording retention is too low for audit and investigation needs.
Manufacturing sites need proper camera placement, rugged equipment, network design and power planning.
Standalone CCTV limits visibility and makes security operations slower.
Why Choose Innova Systems for Manufacturing Plant CCTV Projects
Innova Systems delivers CCTV, access control, fire alarm, VMS, ANPR, ELV and automation solutions for commercial, industrial, hospitality, healthcare, education and retail environments.
Industrial Site Understanding
We plan CCTV based on factory risk zones, movement patterns, operational needs and future scalability.
Integrated Security Capability
We integrate CCTV with access control, fire alarm, VMS, boom barriers, ANPR and monitoring dashboards.
Ahmedabad and Gujarat Focus
We support manufacturing, warehouse and industrial projects across Ahmedabad, Gujarat and India.
AMC and Lifecycle Support
We provide preventive maintenance, troubleshooting, documentation and long-term system support.
FAQs on CCTV for Manufacturing Plants
How many CCTV cameras does a factory need?
It depends on the plant size, entry points, production zones, storage areas, loading docks, perimeter length and monitoring objectives. A small plant may need 16 to 32 cameras, while larger plants may need 64 or more.
Which CCTV camera is best for manufacturing plants?
Bullet cameras are suitable for outdoor and perimeter areas, dome cameras work well indoors, and PTZ cameras are useful for large production floors or open yards.
Should factory CCTV be integrated with access control?
Yes. Integration helps connect entry records with video footage, especially for restricted zones, stores, server rooms, admin areas and production facilities.
Does a manufacturing plant need CCTV AMC?
Yes. Cameras, storage, switches, cabling, NVRs and VMS platforms need regular checks to avoid downtime and recording failure.
Need CCTV Planning for Your Factory?
Innova Systems can help you prepare a practical CCTV layout, camera selection plan, storage requirement, BOQ and integration scope for your manufacturing plant.
Innova Systems provides CCTV, ELV, security automation, fire alarm, access control, VMS, ANPR, IT infrastructure and system integration solutions for manufacturing plants, warehouses, commercial buildings, hotels, hospitals, educational institutions and corporate offices.
 By
By